| 东莞市德威焊割器材商行 | ||
| 公司信息 | 产品/服务 | 公司新闻 |
|
全位置自动焊接小车 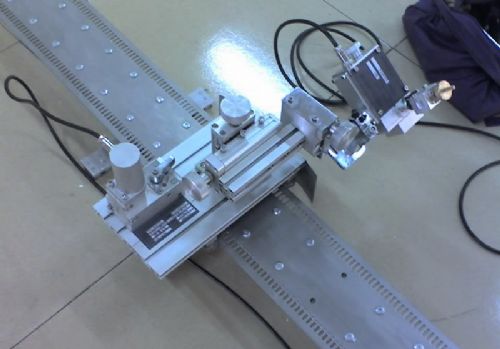 (点击图片放大) KISTLER全位置自动焊接小车 GR-28-I+GR-1CW+GR-33 一、 GR-1CW小车的特点 体积小、重量轻,易于移动和安装。 操作能力:齿轮齿条传动具有很高的安全操作性能,可以前后方向及弧形轨迹行走。 操作简单:在自动控制状态,打开焊接“启动/停止”开关, 开始自动焊接;关闭焊接“启动/停止”开关,焊接停止。 使连续焊接成为可能(控制功能可选)有一个转换开关。可切变控制到连续焊接功能。 最小的焊接损伤: 由于采用磁力装夹和自动焊接,使引起的焊接变形和缺陷减少。 没有经过培训的工人也可以进行焊接工作:由于设备的小型化、轻重量以及简单的自动焊接操作方式,可以使一个没有经过培训的工人比技术工人做出更好的焊接工作。 减少操作工人:一个工人可同时操作3-5套设备。 操作者较易观察电弧和焊缝的焊接情况。而且在焊枪和小车之间安装有保护铜挡板,所以小车受到的电弧的热幅射较少,增加了使用寿命。 可以焊高空焊缝(配合轨道定位),实现离地焊接。 可用于一般角焊。 小车的两侧都可以夹持焊枪,前后行走都可以进行焊接。 二、 结构和规格 型号 GR28-1+GR1CW+GR33 输入电压 AC220V –DC24V GR1CW小车行走速度 50~600 mm/min GR1CW小车净重 5.5 kg 额定功率 30 W 单组磁座吸附力 45 kg 焊枪调解范围 上/下,左/右60 mm 焊枪调整角度 0~360 外形尺寸 (mm) 230 x 180 x 150 最小行车宽度 300 mm 三、焊接摆动器GR-33技术规格 摆动器型号 GR-33 摆动速度 MAX.200 周/分 摆动角度 0~35 摆动器净重 1.2 kg 最大负载 4 kg 工作电源 DC 24V 最大输出功率 25 W 外形尺寸 215 x 180 x 90 mm 焊接工位 全位置 四、 焊接摆动器概述 (1)概述 高度完美的电机、传感器及逻辑控制器使焊枪能够往复运动。同时对摆动两端及中心点驻留时间进行控制,配合纵向行走,焊缝性能、外观趋于完美无缺。控制器允许操作者调节器摆动速度以及摆动两端,摆动中心各自驻留时间,送丝机电源的接通是自动进行的。 (2)控制功能 “OSCILLATOR OFF”摆动停止功能:凌驾于其他所有控制之上,一旦启动,正反馈断开,信号将加到电机上,使电机突然停止,在这种状态下,将不允许电机有其他任何动作。 “A DWELLS”和“C DWELLS”摆动驻留端点:此旋转用于设定摆动头在摆动端点驻留时间的长短(因为摆动头可以在任何实际平面工作,怎样定义摆动左右端没有关系,所以借助于符号表示以区别所指摆动端)通过位于电路板底部的置位开关,可以分别编程调节增幅,时间驻留数值显示在邻近可调旋钮的LED显示器上。 “B DWELLS”摆动驻留中心:此旋钮开关用于设定摆动头在摆中心驻留时间的长短,通过位于电路板底部的置位开关,可以分别编程调节增幅,可编程增幅见本手册后面的“时间驻留型式”表,时间驻留数值显示在邻近可调旋钮的LED显示器上。 “ OSC SPEED”摆动速度:旋转此电位器可以调整摆动速度,顺时针摆速增加,逆时针摆速减小,摆动速度由该电位器和装在一块电路板上的电位器联合得到,控制板上的电位器的能达到的最大速度由电路板电位器设定。例如:如果电路板电位器置于一半,那么控制面板上电位器所能达到的最大摆动速度约为94周/分钟,此时位于面板上的电位器的灵敏度增加,调整精度更高。 摆动方式选择开关位于梯形位置时,允许摆动端点驻留和摆动中心驻留,小车连续行走; 摆动方式选择开关位三角形位置时, 禁止摆动凋点驻留和摆动中心驻留,小车连续行走; 摆动方式选择开关位于矩形位置时,允许摆动端点驻留和摆动中心驻留,小车只在摆动驻留时间内行走,是间断行走。 将摆动控制器“ON/OFF”开关拨至“ON”,摆动头将开始摆。检查焊接控制开关“ON/OFF”和GR-28小车行走控制开关“RUN/OFF/AUTO”的位置是否正确,以免产生预料之外的焊接电弧以及小车的行走。通过调整“摆动速度”电位器可以设定所需的摆动速度。因为,摆速高时摆动达到完全停止所需的时间要比摆速低时所需的时间略多,所以可在摆动头上不同摆速下微调摆动中心和摆动端点的驻留位置(摆幅),在自动工作期间,所有这些都可以方便地进行微调。 注:距离摆动中心点(15.2cm)处最大负载(80kg.cm)下的推荐实际摆速范围是0-160周/分钟。 五、 标准配置 项目 GR-28-1+GR-1CW组成内容 数量 GR-28-1 分离式控制盒(带磁性座) 1台 GR-1CW 小车 1台 DC 24V 电源箱(AC220V—DC24V) 1件 GR-33 摆动头 1件 电源线 3米 1件 中途电源线 20米 1件 开关线 5米 1件 操作手册 1件 1050 枪位调节器 1件 0538 焊枪夹 1件 1080 轨道 1.85 米/条 按要求 轨道座:1082 or 2006 1082 真空座,2个吸盘+支架/组 按要求 2006 磁座,2个吸盘+支架/组 按要求 每1.85米轨道5至10组轨道座,根据应用情况而定。 六、小车操作面板 小车延迟启动时间控制。 摆动左停顿时间控制。 摆动中停顿时间控制。 摆动右停顿时间控制。 行走方式选择。 摆动速度控制。 延迟启动时间显示。 焊枪状态打开/焊接/关闭选择。 摆动器打开/摆动/关闭选择。 N10: 小车速度显示。 N11: 小车速度控制。 N12: 小车行走方向选择。 N13: 小车行走状态行走/关闭/自动选择。 N14: 小车电源开关。 N15: 系统启动总开关(联动开关) N16: 控制GR1小车开关(此开关打到ON时小车主体不走,此时小车可控制外部GR1小车,打到OFF时,小车主体行走。) X1:电源插头。 X2:枪开关控制线。 X3:摇摆器控制插。 X4:外部GR1小车驱动插。 F: 小车电源保险。 |
|
联系方式 东莞市德威焊割器材商行 地址:东莞市东城区东城中路20号 电话: 请点击此处与厂家联系 |
| 电脑版 | 客户端 | 关于我们 |
| 佳工机电网 - 机电行业首选网站 | ||