|
| |
| 使用“包边”技术的生物聚合物挤出涂层提高了生产线速度并降低了涂层重量 7/4/2021 | |
| 为节省流量,手机版未显示文中的图片,请点击此处浏览网页版 | |
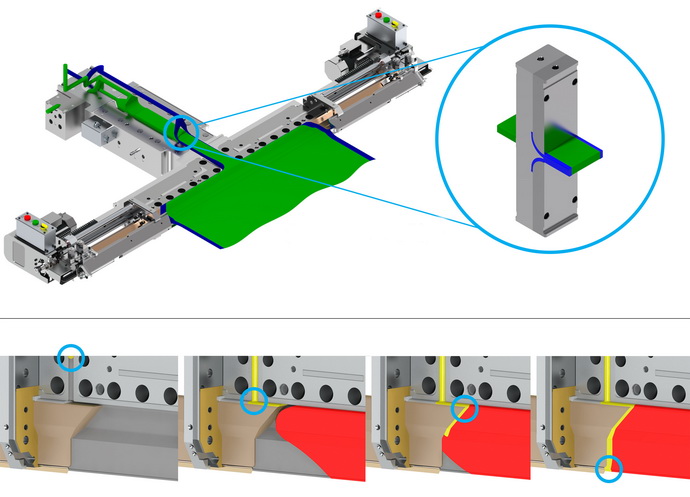 (点击放大) (点击放大)SAM North America 使用来自诺信的依迪埃® 喂料块,使 PLA 的挤出涂层生产线速度提高了一倍以上,并将涂层重量降低了 40% 美国威斯康星州奇普瓦瀑布市 2021 年 6 月 29 日讯:由 SAM North America, LLC 和诺信公司开发的技术采用 LDPE 来为涂层的边缘包边,使诸如 PLA 等生物聚合物的挤出涂层得以提高产能和降低涂层重量。 传统的共挤会在水平层中产生两种或两种以上的材料,而借助诺信为其共挤喂料块开发的特殊包边插件,可以使沿水平结构的任一边缘挤出额外的材料成为可能。PLA 的一些缺陷(特别是其熔体强度较低)会对其熔体幕稳定性、拉伸比、生产线速度和涂层重量造成限制,而 SAM North America 发现,利用上述技术来为 PLA 共挤产品包边,使之具有 LDPE 边缘,将有可能弥补这些缺陷。 SAM North America 挤出销售副总裁 Ed Lincoln 指出:“在试点生产线上利用 LDPE 包边技术,我们使 PLA 的生产线速度超过了 1200 fpm [366 mpm],与此相比,只使用 PLA 时的生产线速度则低于 600 fpm [183 mpm]。我们看到涂层重量从 16 gsm 降低为不到 10 gsm。” LDPE 的高熔体强度使其成为挤出涂层领域广泛应用的聚合物之一。诺信的依迪埃® 挤出模头和喂料块业务首席技术专家 Sam Iuliano 指出:“对于希望用生物聚合物来替代部分 LDPE 的加工商来说,一个主要障碍是生物聚合物较低的熔体强度会导致在理想的生产线速度下产生极端的颈缩和边缘不稳定。通过在熔体幕的每个边缘上引入有着更高熔体强度的材料,包边技术大大地减少了许多生物聚合物造成的加工限制。” 颈缩是聚合物基材在被挤出模头时受到拉力而呈现的变窄趋势。其结果是材料沿着基材边缘堆积起来,形成厚边,这些材料随后必须作为废料予以裁除。为了确保这种厚边由共挤结构中成本最低的聚合物组成,诺信开发了可定制的喂料块插件,能够只在结构的边缘引入低成本聚合物流。随后,这些组合材料在模头的流道或歧管中进行分配,直至达到最终的目标宽度。 虽然包边插件可以很容易地改装并安装到现有的依迪埃喂料块中,但诺信还是提供了配备有 EPC™ 幅宽调节系统(可以对其进行调整以减少厚边的形成)和熔体流系统(其中会在模头而不是喂料块内引入包边聚合物)的新型依迪埃模头。用于引入包边聚合物的端口与幅宽调节机制协同运动。 Iuliano 先生指出:“通过在此工艺中的这一节点引入包边聚合物,它与核心结构之间的界面会更加明确,包边材料与生物聚合物材料之间的过渡重叠也会减少。模头限制了厚边的形成,减少了边缘的修裁量。” SAM North America 还开发了利用 LDPE 对生物聚合物结构进行包边的共挤技术,允许在传统涂层和生物聚合物涂层之间快速转换。该技术解决了两种材料的加工特性存在巨大差异的问题。2021 年挤出大会将于 9 月 21 日至 23 日在伊利诺伊州罗斯蒙特的 Donald E. Stephens 会议中心举行,届时 SAM North America 的总经理 Andy Christie 将在会上介绍这项技术。 SAM North America, LLC 是 Sung An Machinery Co. Ltd. 的一个事业部,该公司是印刷和纸张加工行业的全球供应商,总部设在美国纽约州凤凰城。 www.sam-na.com (图片) | |
| 电脑版 | 客户端 | 关于我们 |
| 佳工机电网 - 机电行业首选网站 | ||